








News
Social Media
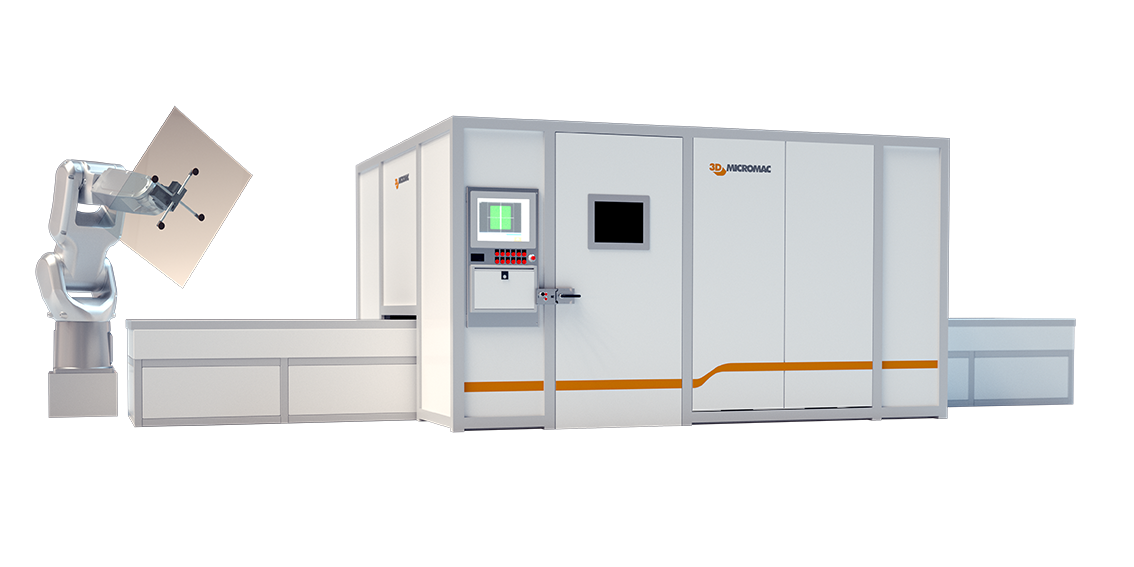
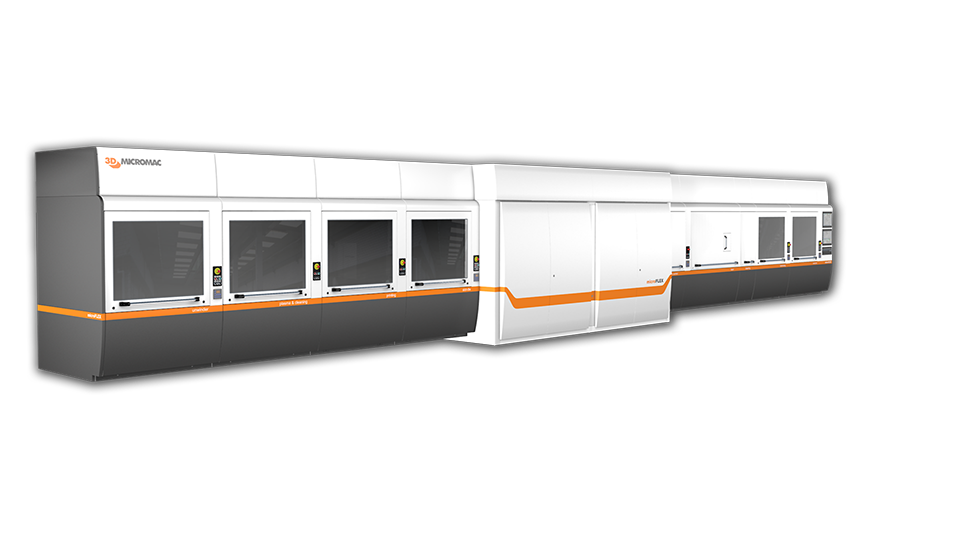
We are featured in the latest issue of Power Electronics World. Learn more about how 3D-Micromac's #microPRO #OCF #lasersystem provides selective #laserannealing for Ohmic Contact Formation 🤝 Thank you, #PowerElectronicsWorld! Read the full article here https://ow.ly/O9x950RgRjL

Today, Michael Grimm will speak about laser annealing as one possibility of surface modification at the #AKL24 in Aachen. Selective #laserannealing is used for ohmic contact formation #OCF on #SiCwafers and for programming #magneticsensors. #FrauenhoferILT

Press Releases
 3D-Micromac
3D-Micromac 3D-Micromac AG
3D-Micromac AG

Events






Webinars




